
Master RSS feed
Szakmai támogatóink

![]()

Our vocational supporters



Designers - G
Geppetto studio (Buzogány Ildikó)
Geppetto studio (Elek Márton)
Geppetto studio (Elek Máté)
Gulyás Judit
quality award-winner textile designer
György Árpád Hunor
designer
Gyürky R. András
interior designer, architect, set decorator, specialist writer
Object - category
Covering, tile, flooring (8)
Concrete tile (4)
Ceramics and marble mosaic (1)
Tile (1)
Ceramics (2)
Furniture (40)
Bed, sofa (4)
Bathroom furniture (1)
Konyhabútor
Ülőbútor (1)
Console (1)
Table (6)
Modular wall unit (1)
Armchair (4)
Loud speaker (1)
Exhibition screen system (1)
Waiting room furniture for community spaces (1)
Living-room (1)
Rest-room (1)
Chair (6)
Furniture sculpture (3)
Kneeling ergonomic chair (1)
Partition module (3)
Terminal (1)
Shop furniture (3)
Faucet (1)
Radiator (5)
Tile stove (3)
Fireplace (2)
Lamp (48)
Lamp (45)
Lámpaszobor (1)
Led lamp (2)
Ornament elements of fenestrations, lock, latch, knob (1)
Cushion (3)
Portal inscription, sign (1)
Sign boards, name-plate (1)
Textile (30)
Tapestries, wall-hangings (16)
Kárpit (1)
Household textile (4)
Ceiling (1)
Rug, carpet (8)
Glass (19)
Building glass (3)
Overhead light (1)
Mozaics (3)
Stained glass window (9)
Ólmozott üveg restaurálás (1)
Partition module (2)
Archívum
| Mon | Tue | Wed | Thu | Fri | Sat | Sun |
|---|---|---|---|---|---|---|
| 30 | 31 | 1 | 2 | 3 | 4 | 5 |
| 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| 20 | 21 | 22 | 23 | 24 | 25 | 26 |
| 27 | 28 | 29 | 30 | 1 | 2 | 3 |
Who's online
György Árpád Hunor's works
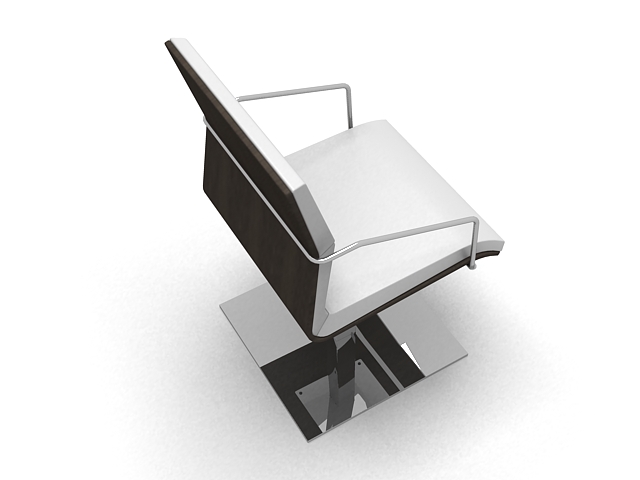
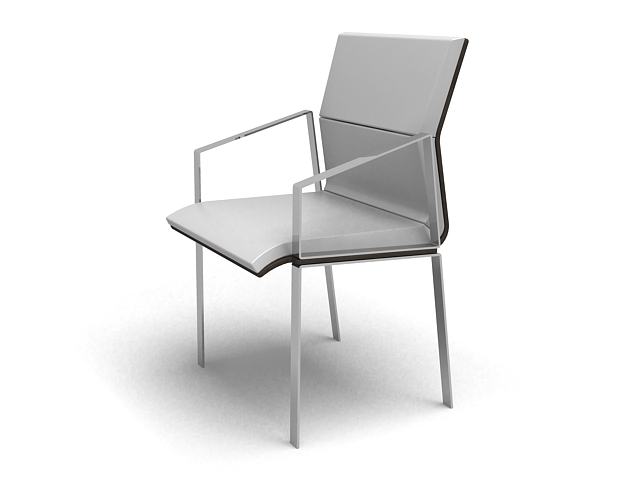
Waiting room furniture for community spaces

"Fjord" Waiting room furniture for community spaces
"Fjord" Waiting room furniture for community spaces
A bútor a Moholy-Nagy Művészeti Egyetem Formatervező Tanszék Bútortervező Szakán diplomamunkaként készült.
A diplomamunkát a  Kft. segítette.
Kft. segítette.
Konzulensek: Tildi Béla, Hidas Mátyás, ifj Hidas Mátyás
A diplomadolgozat letölthető PDF formátumban: gyorgy_arpad_hunor-diploma_dolgozat.pdf
Az ekészült prototípusok a Magyar Formatervezési Díj 2008-as kiállításán készült fotón láthatók.
   |
   |
A műleírást a diplomaprezentációra kikerülő bútordarabokra vonatkoztatva készítem el. E két bútordarab a bútorcsalád karfa nélküli és karfás variációjának ismertetésén, azon belül is a tele kárpitozással elkészülő bútor alkatrészeinek bemutatásán keresztül történik meg.
A karfa nélküli variáció ülőbútorának három külön alkatrészcsoportra bonható egysége van, amelyek a karfával rendelkező bútornál a karfával bővülnek.
Láb
Rétegelt lemez palást
Kárpitozott elemek
– háttámasz
– deréktámasz
– ülés
Karfa










Láb
A láb alkatrésze négy fő darabból áll, amelyeket oldható és oldhatatlan kötéssel rögzítenek egymáshoz. Ezek a hegesztés és csavarozás eljárásainak megfelelően kialakított csomóponton keresztül kerülnek rögzítésre egymáshoz. A lábtalp alaplemeze 8 mm vastag, korrózió elleni felületkezeléssel megfelelően ellátott vasból készített alkatrész, amely középpontján az erre kerülő burkolat és konzolelem rögzítéséhez szükséges csomóponttal van ellátva. Erre kerül egy 0,5 mm vastag rozsdamentes
acéllemez burkolat. Ezekre kerül felszerelésre a szék alátámasztását szolgáló rozsdamentes acélból vagy krómozott felületkezelés alá vetett 60×60 mm-es zárt szelvény, amely 400 mm magasságban kerül méretre vágásra úgy, hogy a szék üléslemezéhez kerülő részen 3 fokos dőlésszöggel találkozzon. Erre kerül felhegesztésre az a lemez, amely 250×250 mm befoglaló méretű, 6 mm vastagságú, és lézervágással készül. Ennek közepén kerül vágással és marással kialakításra az a pozicionálónyílás, amely a szerelést leegyszerűsíti, és lehetőséget nyújt arra, hogy a hegesztés varrata az alkatrész nem látható oldalán kerüljön elhelyezésre. Ugyanezen a lemezen 4 furat készül, amelyeken keresztül a bútor összeszerelésre kerül. A bútornak ez része az a szerelési csomópont, amelyen keresztül a láb, a rétegelt lemez palást, a kárpitozott üléslemez és a karfás variációnál a karfa is összeszerelésre kerül. Ezt négy csavar és a kárpitozott elembe belőtt anya húzza össze a karfamerevítésben kialakított menetes részen keresztül a megfelelő helyre, és az elkészített alkatrészek előre meghatározott helyének pozícionálásában is segítenek. Ezzel jótékonyan hozzájárulnak az összeszerelés idejének és pontosságának optimalizálásához, valamint az alkatrészszám csökkentésével a kialakítás költségeire is pozitívan hatnak.
Rétegelt lemez palást
A rétegelt lemez palást kialakításakor a hajlítás formáját illetően a kétdimenziós prés lehetőségeihez alkalmazkodó formát terveztem. E préselési technika a háromdimenzióssal szemben költségkímélőbb megoldás, ami az előzetes megbeszélések eredményeképpen e technika adta lehetőségek felhasználása felé vezetett. Az elkészítendő rétegelt lemez palást 12 mm vastagságban kerül végső funkciójában felhasználásra, de a kárpitozás alapjainak alkatrészéül szolgáló vaklemezzel együtt kerül lehajlításra. E lemez 5 mm vastagságú, amely a lehajlítás és a végső felhasználásnak megfelelő körbevágás után leszedhető az alaplemez síkjáról azon a ponton, ahol a ragasztó a rétegek közül kihagyásra került. Az így eltávolított rétegelt lemez ezek után a kárpit alapjához szükséges méreteinek megfelelően leszabásra kerül. A vaklemez eltávolítása után, miután a formára vágás megtörtént, a megadott méretek alapján a lemez éleinek lekerekítése következik, ami a felhasználás szempontjainak megfelelő minőséget biztosít. A legyártandó rétegelt lemez a bútor karakterének egyik jelentős és meghatározó eleme, amely a látszó oldal minőségének kialakításánál fontos tényező. A látszó oldal felülete színfurnérral készül, amely a megrendelő igényeinek megfelelően eltérő fatípusok furnérjaival burkolható. A nem látható felületen kerül kialakításra a műszaki rajzokon megadott méretek alapján a kárpitozott elemek befogadó furatainak, a kartámlát tartó szerkezetet befogadó árkok és a már említett láb csomópontjainál található átmenő furatok. A diplomamunka elkészített prototípusára bükk furnérozás került, dió páccal és selyemfényű lakkal felület kezelve.
Kárpitozott elemek
– háttámasz
– deréktámasz
– ülés
Az előzőekben említett gyártástechnológiai sor után, amely a kárpitozás alapját képező lemezek legyártása és a méretre vágás után következik, az a kárpitozás. Ennek az első lépése a felszerelést biztosító csapok elhelyezése az alaplemezen, amelyek egy csavarból és egy műanyag tipliből állnak. Ezek a csapok a már említett furatokba pattintással kerülnek, így rögzítve a kárpitozott elemeket a megfelelő helyükre. Ezek után a megfelelő keménységű poliuretán hab kiválasztása következik, amely az elvárt funkciótól függően eltérő keménységben és tulajdonságokban választható meg. A habok tulajdonságait a mérőszámok jelzik, amelyeket a funkcióknak
megfelelően szükséges kiválasztani. A háttámasz és a deréktámasz a K 65 140-es mérőszámú habból, az ülőfelület pedig a K 110 310-es mérőszámú habból kerül kialakításra. Ezek az anyagok a kemény habok közé tartoznak, amelyekre a funkció mellett a formatartó tulajdonságuk miatt esett a választás, hiszen ezekkel a kárpitos elemeken megjelenő élek időtállóságát és formálását lehetett biztosítani. A formahabok kialakítása a megkívánt műszaki rajzok alapján készül CNC vezérlésű vágógépekkel, majd a formára vágás után ragasztással kerülnek rögzítésre az alaplemezhez. A kárpitozás folyamata a megfelelő anyag kiválasztásával folytatódik, amely a diplomán látható bútorokon bőrből készült. A kiválasztott marhabőrök minősége első osztályú. A karfa nélküli variációnál kiválasztott bőr színe, a cég által alkalmazott vörös, a karfás variációnál alkalmazotté pedig fehér színű.
Karfa
A karfa kialakításának módja hasonlóan az ülőfelületnél alkalmazott technológiai sorhoz történik a megadott tervrajzok alapján. A karfák elhelyezése és szerelése a tervek alapján történik, az ülőfelület alatt végigfutó, fémszerkezetre szerelve. A karfákat a rétegelt lemez palástba belemart vájat pozícionálja a megfelelő helyre. A karfát rögzítő fém alkatrész 6 mm vastagságú lemezből készül hajlítással. Ennek az elemnek a karfák oldalára felhajló része rögzül a kárpitozás alapját képező lemezre, amelyet a már előzőekben vázolt módon kárpitoznak. A kiértékelésen látható bútor karfa kialakításának alsó részére utólag kerül fel az a takaró lemez, amely a rétegelt lemez műleírásában szerepel, azzal a különbséggel, hogy az nem külön alkatrészként gyártandó le és nem utólag szerelendő fel, hanem egybe kezelendő a lemezpalásttal.
Összegezve tehát mindazokat a lépéseket, amelyekkel a diplomadolgozat kapcsán az adott tárgy tervezésétől a kivitelezésig találkoztam, egy örökérvényű és a formatervezés minden területére érvényes munkamódszer körvonalazódását mutatja, ami számomra tanulságként szolgál. S ez nem más, mint az a közös munka a tervező és a megbízó között, ami abban az esetben, ha egyensúlyban képes egy tárgy megszületéséig, gyártásáig maradni, olyan követendő példákkal járhat előttünk, tervezésre készülők előtt, amit érdemes megfontolni és beépíteni mindabba a tudásanyagba, amit az egyetem falai között elsajátíthattunk.
Ágoston István, B. Soós Klára, B. Szabó Erzsébet, Babos Pálma, Balázs Kriszta, Bánhalmi Gábor, Bartalus Ildikó, Beke Mátyás, Bokor Gyöngyi, Bokor Zsuzsa, Bondor Ani (Modesign Stúdió), Borbás Dorka, Borkovics Péter, Brinkus Kata, Csavarga Rózsa, Csizmadia Zsolt, Csontos Kemény Katalin, Deák Marcsi, E. Somogyi Andrea, Eszenyi Ákos, Félegyházi András, Finta Csaba, Földi Kinga, Füzesséry Erika, Geppetto studio (Buzogány Ildikó), Geppetto studio (Elek Márton), Geppetto studio (Elek Máté), Gergely László, Gulyás Judit, György Árpád Hunor, Gyürky R. András, Hajdu Andrea, Harmath Mihály, Hegedűs Andrea, Herceg Zsuzsanna, ifj. Benczúr László, Illés Attila, Imrik Erika, Iványi Mónika, Jakab Csaba, Kakasy Kinga, Kanics Márta, Kaszanitzky Anna, Katona Valéria, Kauker Szilvia, Kis Iringó Márta, Kis Judit, Kiss Miklós, Kisszebeni Marcell †, Kodolányi Gábor, Kópis Benedek, Lakatos Bendeguz, MAAK design (Hajas Ági), Macsali Zsolt, Magyari Éva, Makk Attila, Márton László Attila, Mezősi Eszter, Modellab, Molnár Eszter (Modesign Stúdió), Nagy Eszter, Nagy Judit, Nagy Katalin, Nemes Tímea Izabella, Novotny Béla, Paczona Márta, Pataki Mátyás, Pataki Tiles, Pazár Béla, Peter Ghyczy, Pongrácz Farkas, Pozsonyi Orsolya, Rádóczy (f) László, Somogyi Pál, Sprok Antal, Sz. Wargha Andrea, Szabó Adalbert-Georges (1877-1961), Szabó József, Szabó László, Szabó Otília, Szász Boglárka Rita, Szenes István, Szentesi Manó, Szentesi Nóra, Szentirmai-Joly Zsuzsanna, Szikszai László, Szilágyi Szabolcs, Szőke Barbara, Takács Bernadett, Terbe János, Terebessy Tóbiás, Tolnai Zsolt István, Tóth Tibor Pál, Üveges Péter, Uhrin Andrea, Varga Katalin, Vereczkey Szilvia, Weichinger Miklós, Wölfinger Barnabás